

HBM-32-4全自动四管扩口机
HBM-63全自动双管扩口机
HBM-110全自动双管扩口机
HBM-160-NI全新平R口塑料管材扩口机
RBM160-630全自动胶圈固定系列扩口机
HBM-400平R口扩口机
HBM-630平R口扩口机
HBM-160全自动矩形扩口机
HBM-400全自动矩形扩口机
HBM-250胶圈固定式扩口机.
HBM-250胶圈固定式扩口机
HBM-160M手动管件成型机
HBM-200半自动扩口机
HBM-400 PVC-O全自动扩口机

常州华惠塑料机械有限公司
手机:15351911555
电话:0519-83201222
传真:0519-83153678
邮箱:690420678@qq.com
地址:常州市武进区奔牛工业园区
- [11-02] PE管和UPVC管的基本知识及优点
1.发展概况
国内众多省市纷纷作出了类似决定。1999年国务院转发建设部等8部委“提高住宅质量若干意见”联合通知,自从上海市建委于1998年发布不允许镀锌钢管再作给水管的决定以来。对此项决定也予以肯定。尔后我国给水新型管材迅猛发展,开发引进了各种新型管材。欧美日等先进工业国pvcpe给水管得到充沛发展,某些文献甚至断言,50mm及以下的给水管,pvcpe管的使用量要占总量的80%90%以上。国禁止用镀锌钢管后,pvcpe两种管材也在国内市场占据了很大的份额。
也比较少。近十年来,国给水管网中应用的塑料管主要是pvc管。pe管应用比较晚。随着PE管道在欧洲供水行业的发展应用,pe管道才开始受到人们关注。特别是近来pvc日益受到环保方面的压力,有关pvc管中重金属铅,镉的含量是否超标,这些都让pe管越来越受到人们关注。而这次,北京在pe管的应用方面走在全国的前列。北京市从2003年下半年起,供水,供气管网陆续采用环保型聚乙烯(pe管)广西从2003年起,新建住宅管道装置中,推广应用已被确认为无毒无污染的给水用聚乙烯(pe管)
2.pvc pe管材的现状和发展
国家大力推广应用upvc管,从上个世纪80年代初。并制定了一系列的政策,制度,规范,也积累了不少经验。发展到今天,已经具备了完善的产品规范,检测方法规范及检测手段,施工工程技术规范等,从而统一了产品的规格尺寸和质量指标,实现了产品的互换性。这说明了pvc给水管道的发展已经进入了幼稚期,产品质量和施工质量均有了保证,从而保证了pvc给水管道的使用效果。
但至今pe管件的规范,工程技术规范等仍在继续完善之中。这说明国内pe管材质量还未稳定,而给水用pe管材的国际规范(ISO4427直到1996年才正式发布。国于1999年参照ISO4427编写了国家规范GB/T13663并在2000年发布实施。管材管件配套未完善,因而无法确保生产,施工中的质量。
3.两种管材力学性能对比
3.1资料常温下的强度对比
pvc资料短期,临时强度均大大高于pe资料。
3.2最小要求强度(MRS和安全系数(C对比
pvcMRS和安全系数均大大高于pe即长期使用的强度和安全性均高于pe从而同为75mm管材,理论和实际经验都说明。采用pvc原料比采用pe原料生产的管材壁厚薄得多,这是由于由于pe资料常温下强度和长期强度都不如pvc高,只能通过加大壁厚来增加强度。若取相同壁厚,则pe管达不到使用要求的强度。若取相同的管径,则pvc管材可输水通径较pe管大。反之若要达到同样的输水量,需要直径更大的pe管,其工程费用明显增加。说明pvc资料的较高强度和刚性作为给水管道使用是经济实惠的
3.3寿命比拟
较单体氯乙烯(pe和一些小分子较为稳定,聚氯乙稀(pvc极性大分子。因此比拟不容易受环境的影响。但是现在交联氯乙烯等高分子的呈现,将会在这方面有所提高。
4.卫生性能对比
4.1pvc和pe均是环保的资料
节约资源利于环保的资料。两者均可回收再反复利用。
4.2pvc同pe一样可达到卫生无毒
对塑料制品不存在有毒和无毒分类的问题,塑料制品最容易引起人们误会的所谓“有毒和无毒”问题。聚氯乙烯可能是这些误会中最深的一种。科学的讲。而是普通塑料和食品卫生级塑料的问题。事实上,绝大多数塑料都是无毒的可以制造食品包装,医药用品,甚至用于制作人体中的某些骨骼和器官。
对添加剂中重金属和pvc中氯乙烯单体(vcm含量方面进行了严格要求。但这并不表示普通级pvc制品有毒,聚氯乙烯制品有普通级和食品级之分。食品卫生级的pvc制品。而是不适合用在食品卫生领域。更不是有人认为不能用和不能接触。一般来说,加工pe资料添加剂少,被认为是卫生无毒。而对聚氯乙稀的争议正源于这两方面,下面就做一简单分析。
生产初期确实存在然而经过这么多年的努力和提高,1关于氯乙烯(vcm单体问题。其合成工艺日趋完善,国内氯碱企业通过引进国外先进技术设备,改造工艺等方法都能生产出vcm含量低于5mg/kg卫生级树脂。加之国内大中型加工企业使用先进设备,所以最终产品的vcm含量肯定不会超过1mg/kg完全符合食品级要求。
- [11-01] 塑料管材与管件的应用现状及发展前景
我国最早使用的塑料管材是PVC管材,它在我国开发生产应用始于20世纪60年代,用于建筑排水管在80年代初才开始,且发展较慢。进入90年代后,特别是1995―1998年4年中,管材生产能力发展十分迅速。
据有关部门统计,目前我国管材生产线约有2000条,其中引进设备约占15%。1998年各种塑料管材的生产能力为150万t,总产量为90万t,其中Upvc管材45万t,占50%;PE管材32万t,占36%。目前用量最大的仍然是实壁UP-VC管,其次是PE管,其他类型的塑料管材用量也在不断增加。
随着塑料管材应用领域的不断扩大,管材的品种也不断增加,除早期开发的供排水PVC管材外,近年来开发最多的是PVC芯层发泡管材、PVC双壁波纹管材、铝塑复合管材、交联PE管材、塑钢复合管材等。特别是PVC双壁波纹管材和铝塑复合管材在近2―3年发展更是迅速。塑料管在建筑塑料中用量最大,产品品种也较多,它作为新型化学建材,在我国具有广阔的发展空间。
根据全国化学建材协调领导小组制定的《国家化学建材产业“十五”计划和2010年发展规划纲要》,我国塑料管材发展目标如下:
1.到2005年,在全国新建、改建、扩建工程中,建筑排水管道70%采用塑料管,建筑雨水管道50%采用塑料管,城市排水管道10%采用塑料管,建筑给水、热水供应和供暖管道60%采用塑料管,城市供水管(DN400mm以下)50%采用塑料管,村镇供水管道70%采用塑料管,城市燃气管道(中低压管)20%采用塑料管,电线护套管80%采用塑料管。塑料管道在全国各类管道市场中占有率达到50%以上。
2.到2010年,在全国新建、改建、扩建工程中,建筑排水管道80%采用塑料管,建筑雨水排水管道70%采用塑料管,城市排水管道30%采用塑料管,建筑给水、热水供应和供暖管道75%采用塑料管,城市供水管(DN400mm以下)70%采用塑料管,村镇供水管道80%采用塑料管,城市燃气管道(中低压管)40%采用塑料管,电线护套管90%采用塑料管。
- [10-31] 电力管扩口机应该怎样进行维护和保养
电力管扩口机应该怎样进行维护和保养?
1、每班应检查水路,油路,气路是否有泄漏。
2、每班对扩口机进行清理。
3、所有升降丝杆,导柱,导杆,链条,链轮每周加注润滑脂一次。
4、所有的蜗轮减速箱每年换润滑油一次。
5、液压油每年换一次并清洗油箱疏通管路。
6、冷却水管内壁易结水垢,外部易腐蚀生锈。保养时应做认真检查,水垢过多会堵塞管路,达不到冷却作用,锈蚀严重会漏水,因此保养中必须采取除垢和防腐降温措施。
7、每年定期对机器进行一次全面的检修,机器需要解体检查、测量、鉴定主要零部件的磨损情况,更换已达规定磨损限度的零件,修理损坏的零件。
8、指定专人负责设备维护保养。并将每次维护修理情况详细记录列入工厂设备管理档案。
- [10-30] PVC管材生产线功能
(1)原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50度;这样就可以加入到挤出机的料斗。
(2)、挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速。
(3)、挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
(4)、真空定型水箱用于管材的定型、冷却, 真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却, 真空定型水箱上装有前后移动装置和左右、高低调节手动装置。
(5)、牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。
(6)、切割机:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
(7)、翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。
- [10-28] 扩口机,全自动扩口机
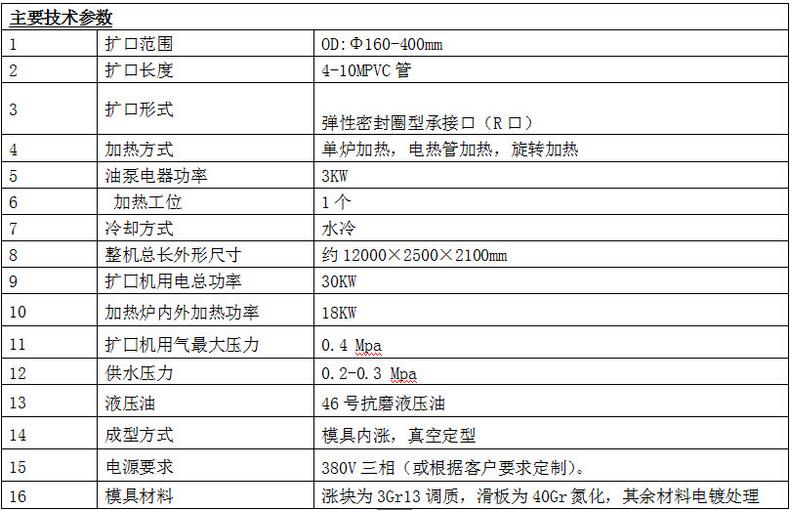
全自动型扩口机技术参数:
全自动型扩口机,配有与主机配套的接料牵引装置和相应的程序接口,既能与挤管主机联线使用,又可以作单机使用;扩管时管材的移动均采用平移方式,动作平稳准确而且不易损伤管材;这种机型采用红外线加热方式且为双加热炉型,每个加热炉都配有中心加热炉芯;成型方式均采用扩管头定型方式,管口成型尺寸准确;该机型在控制面板上设有扩溶剂型承接口(直口)和扩弹性密封圈型承接口(R口)的转换开关,扩管方式选择十分方便,工艺适应性强;主要的电器控制元件均采用进口元件,系统性能稳定可靠。
【特点及用途】:是我公司根据管材生产中市场需求,根据本公司的技术优势,借鉴国外先进设备而开发设计制造的产品。它具有外形美观,结构合理、技术先进,操作方便等优点。全自动扩孔机与相应的管材生产线、并配以响应的各规格扩孔模具,可完成75-630各规格内的塑料管材直口、凸口扩孔的全过程自动化生产。
【功能说明】:
1. 气动推进加热炉,加热炉可微调高低及进限量,电热管半开放式间接加热,旋转速度由厂商设计(定时正反转)。
扩口部分长短用光电开关定位,使扩口长度基本一致,扩口模座可微调进限量,扩口进退机械用油压,液压源设备。
3. 机台中心调整为点动式电动链条传动升降,中心高位1米左右。
4. 控制系统采用人机界面,中英文菜单触摸屏,西门子。以及PLC自动编程系统,实现全自动控。
5. 机器带有自动脱模设备。
6. 托管机架4.8米,适应管子长度为6米
7.油、气缸配有调压及调速阀。
- [10-27] PVC矩形扩口机操作说明
管材若采用橡胶密封圈连接时,管材承口端均需扩口。管材承口扩口使用全自动塑料管材扩口机来完成。在使用塑料管材扩口机前,根据所生产管材的规格先安装相对应的扩口专用模头,接好输油管、冷却水管和输气管,安装专用卡具,设定加热温度、加热时间、成型时间、冷却时间等关键性数据,先用相同型号的管材进行试扩口,根据扩口成型情况进行数据修定调整,直至试扩口管材扩口合格。将塑料管材扩口机手动/全自动旋钮旋至全自动方位,再将行星切割机切割下的合格管材输送到扩口机的自动输送线上,越过光电开关,管材扩口机便会自动完成管材输送――加热――输送――卡紧――扩口成型――冷却――卡松――输送――翻转等
多道工序进入成品架,然后由包装检验人员装上橡胶密封圈,清理完管材内壁残留塑料切屑,包装下线入库。全自动塑料管材扩口机扩口关键性数据设置范围见表5,并允许以扩口过程获得首检合格产品为准,进行数据设置和调整。
更多扩口机资讯详询常州华惠塑机主营产品:扩口机,塑料管材扩口机,塑料扩口机,pvc扩口机,半自动扩口机,全自动扩口机,矩形口扩口机,双管扩口机,扩口模.
- [10-26] 浅析全自动扩口机
全自动扩口机是处理¢16-¢630外径的PVC/PE等塑料硬管扩口的设备,扩口方式为直扩口和R型扩口两种形式,成型后采用模具内部真空定型,管材采用外部风冷或水冷。设备由气动的机头架和机尾架构成,机头架由进料装置,加热炉和扩口工位组成。机尾架的上升下降由电动机构完成,加热炉控制系统由智能温控表控制,冷却方式采用水冷和内部吸真空定型方式。成型方式均采用扩管头定型,管口成型尺寸准确。该机型可以和挤出生产线配套连线使用,整机采用西门子PLC控制实现全自动生产,我公司可按照客户要求定制生产各类型的全自动扩口机。
- [10-25] 专业供应塑料管材扩口机 品质保障 扩口机
专业供应塑料管材扩口机 品质保障 扩口机
特点及用途:
1:PVC管材制品符合英标制品标准,扩口部分,光滑无明显台阶,达到国家标准. 专用于PVC管直型扩口和R型扩口.
2:加热方式: 单炉加热,电热管加散热片,由温控表准确控制温度.旋转加热,小电机加减速器驱动.气动推进加热炉,加热炉可微调高低及进限量,电热管半开放式间接加热,加热时管可旋转.
3:成型方式:外模定型,内气压成型.
4: 扩口部分长短用光电开关定位,使扩口长度基本一致. 扩口模座可微调进限量,扩口进退机械用油压, 液压源设备.
5:所有电气控制元件是按国际安全认证标识,如CET或TUF, PLC为西门子,电器配置为施耐德和欧姆龙.
6:外部美观,没有明显斑点,颜色根据买方的需要喷刷,机械表面无明显的缺陷,划痕和毛刺.
7:电热控制系统采用人机界面.中英文菜单触摸屏(三菱触摸屏).

更多扩口机资讯详询常州华惠塑机主营产品:扩口机,塑料管材扩口机,塑料扩口机,pvc扩口机,半自动扩口机,全自动扩口机,矩形口扩口机,双管扩口机,扩口模.





